






The presses in stamping and forming dies usually operate path-controlled. The length of the path in the press-fit process is fixed here. Certain influencing factors in the system can lead to different results in the press-fit process due to the defined path. These influencing factors are the height tolerances of the fasteners, the tolerances in the sheet thickness, and the setting of the press.

As a result of these influences, the actual press-fit distance is lengthened or shortened. A path-controlled setting process is not optimal because the lengthening of the path is accompanied by an increase in the press-in force, and vice versa. The variations in press-in force lead to different results: The fasteners are either not pressed in deep enough or too deep. This results in a deterioration in the quality of the resulting sheet metal joint.
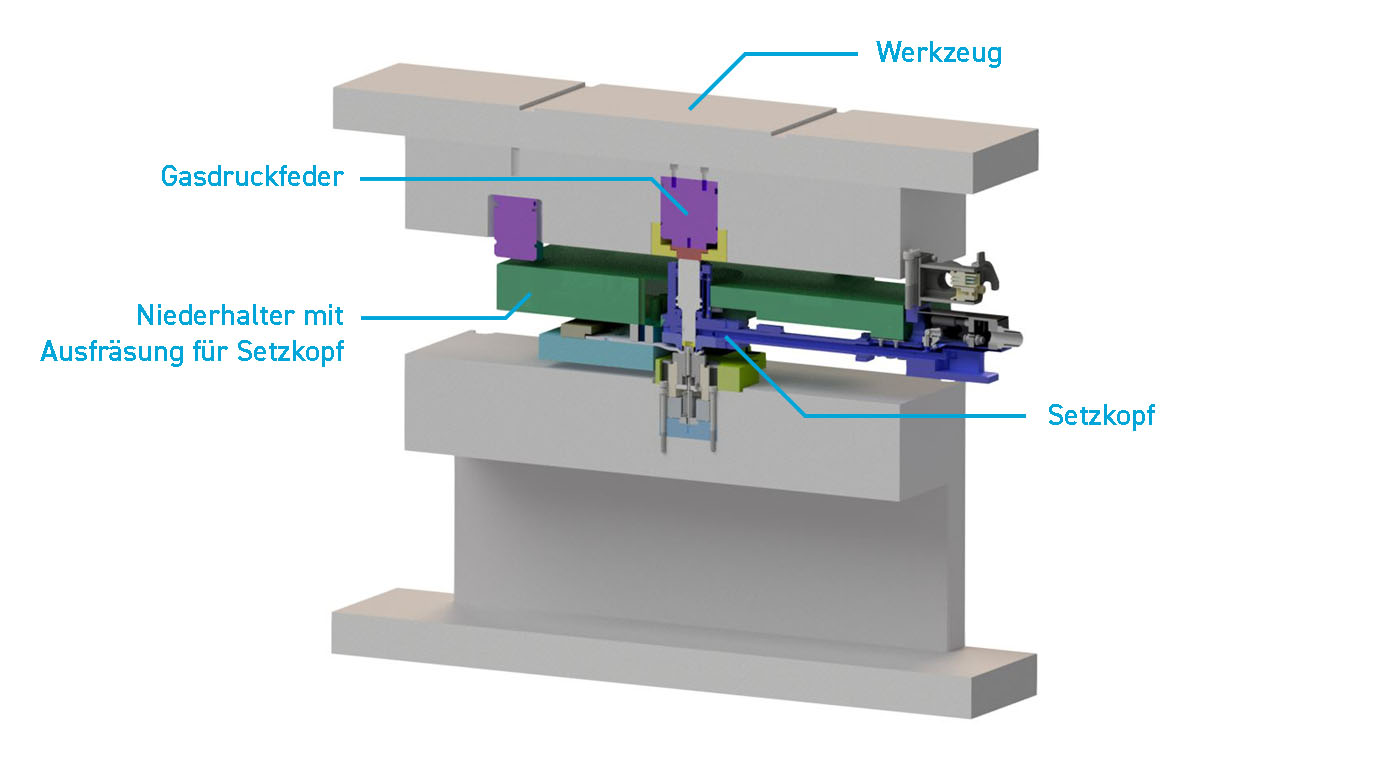
Such influencing factors can be compensated for in a force-controlled setting process. The use of a gas pressure spring makes it possible to achieve a constant press-fit result, since the press-fit travel can be varied, i.e. shortened or lengthened. Each fastener is subjected to the optimum press-in force and optimally pressed.
For ideal results, care should be taken to set and monitor the press-in force correctly when using a gas spring. The force-controlled setting process is highly recommended, especially for fasteners with internal threads (press-in nuts). Provided that the spatial conditions in the die allow the installation of a gas pressure spring.
The work of the press operator can also be made much easier and faster with the aid of a force control system. When adjusting the press, the operator only has to concentrate on the sheet. Subsequent fine adjustments with regard to the sheet metal joints produced are no longer necessary. This results in shorter press downtimes and much faster startup.
A force-controlled system ensures consistent press-fit results and consistent quality of the sheet metal connection. This also ensures uniform performance of the fasteners. The speed at which a die is run in is increased and a higher output, with higher quality and lower unit costs, can be achieved.






